
What is cavitation erosion?
Cavitation erosion is an effect of surface deterioration and surface material loss, mostly in hydraulic machinery and the associated components. Pressure differences in high-velocity liquids can cause vapor or gas pockets, which collapse abruptly on the surface of the material due to the pressure change near the surface. These exploding gas bubbles, also known as microjets, with several 1000 bar energy impact can sooner or later lead to material damage.
While the excellent corrosion resistance of stainless steels has resulted in wide commercial application of these materials, poor tribological behaviour, especially low abrasive / adhesive wear resistance and a tendency to fretting, has prevented the use of these materials in applications where both corrosion and wear resistance are required. Low temperature carburising or nitrocarburising offers a solution to enhance mechanical properties without altering the corrosion resistance. These thermo-chemical diffusion processes form meta-stable carbon or nitrogen S-phase while avoiding precipitation of carbides and nitrides that causes sensitization. Due to the addition of large concentrations of nitrogen and/or carbon atoms, high compressive stresses are formed at the surface. These compressive stresses along with occupation of the interstitial sites by nitrogen and/or carbon atoms cause an increase in the surface hardness of the material and improved mechanical properties, e.g. with the S³P-treatment Kolsterising®.
What causes cavitation erosion?
Cavitation is caused by the physical and structural conditions of liquids and triggered for example by following causes:
- increase in local speed with reduction of pressure to bubble formation
- pressure increase above the boiling point of the liquid with sudden collapse of the vapor bubbles
- chemical reactions as a result of oxygen influence at high pressure and high temperatures
- element formation with electrolytic erosion in acidic or basic water
What influences cavitation erosion?
- geometric (constructive) parameters (e.g. geometries of flow resistances or distance between flow resistance and endangered solid surface)
- operational parameters (e.g. operating-pressure and -viscosity or type of pressure fluid)
- material-specific parameters (e.g. hardness and microstructure of the claimed material)
What is the impact to pump impellers or pump housings due to cavitation erosion?
- wall roughness is increased and thus hydraulic performance is reduced
- wall thickness reduction can go hand in hand with roughening and can reduce the load bearing capacity of the wall material
- higher surface roughness can lead to a significant noise emission
- drastically pressure and power losses can occur
- loss of revenue, due to equipment downtime and the extra costs of failure analysis, repair and replacement
- causing failures leading to potential risk of life and injury for workers and others
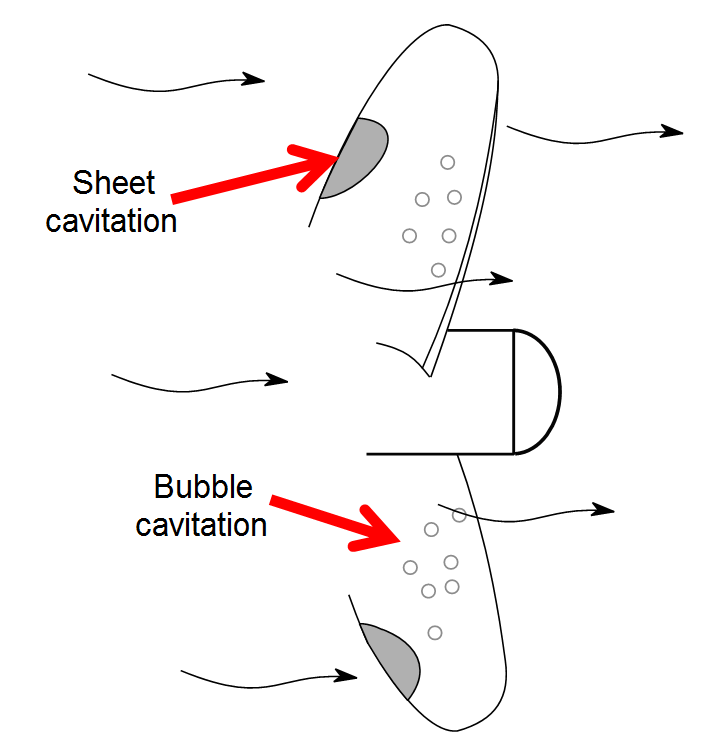
Example: Different types of cavitation erosion
- Sheet cavitation starts at the propeller edge, cause stationary large-area attack
- Bubble cavitation consists of a set of individual unsteady bubbles and usually occurs in the middle blade section by excessive curvature of the propeller blade
 Source: Bodycote (A. Karl)
Source: Bodycote (A. Karl)
Can cavitation be prevented? Does alloy composition impact erosion resistance to cavitation?
Operational adaptions:
- increase the pressure of the liquid
- avoid temperatures near the boiling point of the fluid
- etc.
Geometrical adaptions:
- reduction of the flow rate, as this leads to a reduction of the flow velocity and thus to a local pressure increase
- use thin blades profiles
- select small angles of attack of the blades
- avoid abrupt deflections of the flow
- round off the leading edge
- etc.
Material adaptions:
- Use of alloyed materials that are generally more resistant to abrasion/erosion to achieve a higher base hardness. However, alloying harder elements (e.g. Si) is often associated with reduced ductility.
Other possibility: Surface hardening with Kolsterising®
How can Kolsterising® help to prevent cavitation erosion?
In all cavitation forms, the degree of material removal always depends on the resistance of the material surface. The harder the material is, without being brittle, the more resistant it is, that is why the choice of materials plays a decisive role. Austenitic or duplex stainless steels are relatively resistant but often coatings, for example, stellite armor are applied to achieve even higher resistances. Due to the necessary rework and the comparatively expensive processes, this method is more of a solution for niche products.
Low temperature carburizing or nitrocarburizing offers an alternative solution to enhance the cavitation resistance without using expensive coatings while the corrosion resistance is maintained. These thermo-chemical diffusion processes (<500°C) form meta-stable carbon or nitrogen S-phase without forming carbides and nitrides precipitation that causes sensitization. Due to the addition of large concentrations of nitrogen and/or carbon atoms, high compressive stresses are formed at the surface. These compressive stresses along with occupation of the interstitial sites by nitrogen and/or carbon atoms cause an increase in the surface hardness of the material and improved cavitation erosion resistance and other mechanical properties. Particularly due to the high ductility in connection with very high residual compressive stresses, the impact of bladder implosion – typical for cavitation – can be greatly reduced. Thus cavitation erosion is very clearly minimized for many applications and stainless steels materials, or almost completely avoided.
Another advantage of the created diffusion zones is that spalling and delamination, as known from coatings, does not occur. This is a decisive advantage over stellite spray coatings or ceramic coatings. The low process temperatures also mean that dimensional changes do not occur in finished components and therefore no rework is required. All types of coatings also have the disadvantage that no treatment is possible in complex contours, since these surfaces cannot be adequately coated. For S³P processes, inner contours, undercuts and even the smallest holes are possible.